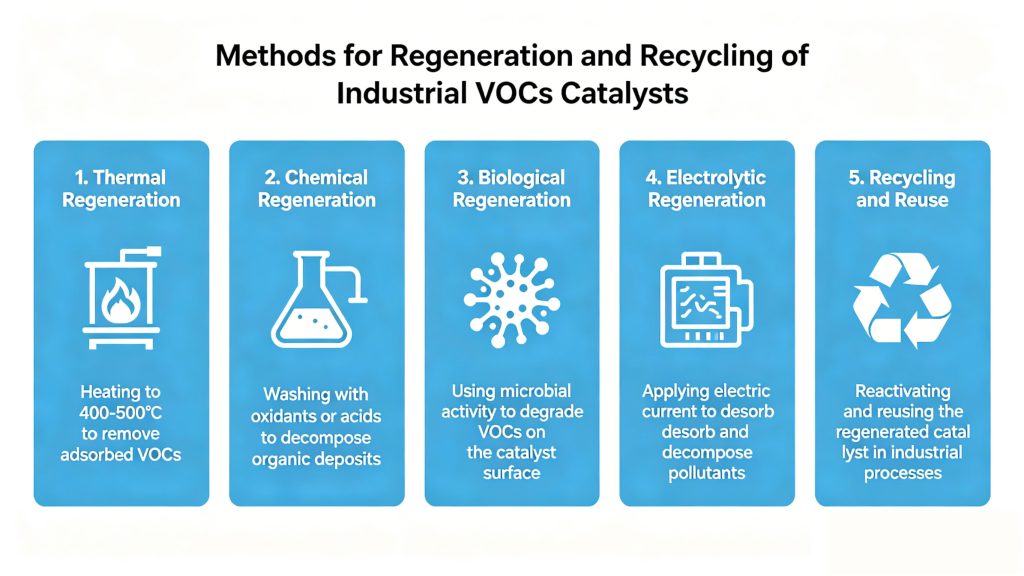
Methods for Regeneration and Recycling of Industrial VOCs Catalysts
(especially vanadium/chromium/cobalt-based and noble metal catalysts)
1. Physical Regeneration Methods
- High-temperature Calcination Regeneration
Principle: Oxidize deposited carbon into CO₂ and H₂O via calcination at 500–700 ℃ in air or oxygen atmosphere; completely decompose volatile organic compounds and oil mist.Applicable scenario: Deactivation caused by carbon deposition, pore blockage and organic adsorption (the most common deactivation type for VOCs catalytic catalysts).Key points: Control temperature strictly to avoid carrier (Al₂O₃, TiO₂, cordierite) sintering and agglomeration/loss of active components. - Ultrasonic / High-pressure Air Blowing Regeneration
Principle: Physically strip surface dust, coke particles and sediments by ultrasonic cavitation or high-pressure nitrogen/steam purging.Applicable scenario: Pore blockage and slight carbon deposition of honeycomb monolithic catalysts.Limitation: Incapable of removing chemical poisons such as sulfur, chlorine and heavy metals. - Solvent Extraction Regeneration
Principle: Dissolve high-boiling adsorbed VOCs and tar substances with organic solvents such as ethanol, acetone and dichloromethane.Applicable scenario: Low-temperature deactivation dominated by organic adsorption; avoid high-temperature damage to noble metals.
2. Chemical Regeneration Methods
- Acid / Alkali Washing Regeneration
- Acid washing (dilute nitric acid / sulfuric acid / citric acid): Dissolve sulfide salts, toxic heavy metals (Pb, As) and alkaline earth substances (Ca, Mg).
- Alkali washing (NaOH / ammonia water): Remove silicides, phosphides and acidic poisons.Applicable scenario: Catalyst poisoning caused by sulfur, chlorine and alkali metal deposition (common in industrial VOCs exhaust).Risk: Improper concentration or soaking time will corrode the carrier and leach active components (vanadium, cobalt, noble metals).
- Reduction Regeneration
Principle: Reduce high-valence vanadium/chromium/cobalt to low-valence active state, and reduce oxidized noble metals (PdO, PtO₂) to elemental metal via H₂, CO or N₂-H₂ mixed gas treatment at 300–500 ℃.Applicable scenario: Deactivation caused by valence state change and oxidation of active components. - Complexation & Active Component Replenishment Regeneration
Principle: Remove poisons via targeted complexant leaching; replenish lost active components by impregnation with dilute vanadium/cobalt/noble metal precursor solution, followed by calcination for immobilization.Applicable scenario: Moderate catalyst poisoning accompanied by loss of active components.
3. Combined Regeneration Methods
Process flow: High-pressure purging → Solvent cleaning → Dilute acid/alkali washing → Water washing & drying → High-temperature calcination → Reduction activation → Active component replenishment
Applicable scenario: Composite deactivation with carbon deposition, sulfur/chlorine poisoning and active component loss (mainstream industrial application).
4. Resource Recovery & Regeneration
For irreversibly deactivated catalysts or those after multiple regeneration cycles, recover valuable metals including vanadium, chromium, cobalt, platinum, palladium and rhodium:
- Vanadium-based catalysts: Oxidative calcination → Alkaline/acid leaching → Vanadium precipitation → Calcination to obtain high-purity V₂O₅.
- Chromium & cobalt-based catalysts: Acid dissolution → Solvent extraction / Precipitation → Prepare Cr₂O₃, Co₃O₄ or corresponding metal salts.
- Noble metal catalysts: Pyrometallurgy (high-temperature smelting collection) + Hydrometallurgy (aqua regia leaching) → Separation and purification → Recover Pt, Pd, Rh.
5. Key Technical Notes
- Diagnose deactivation causes first by testing composition, crystal phase, specific surface area, pore volume and catalytic activity.
- Strict temperature control: ≤600 ℃ for noble metal catalysts, ≤700 ℃ for transition metal catalysts to prevent sintering and component loss.
- Hazardous waste compliance: Catalyst regeneration belongs to HW50 hazardous waste operation, which requires qualified institutions, hazardous waste transfer documents and up-to-standard treatment of three wastes.
- Regeneration limit: Noble metal catalysts can be regenerated 2–3 times; transition metal catalysts 3–5 times. Metal recovery is recommended when residual activity is lower than 70%.
Industrial VOCs Catalyst Regeneration Methods (English Version: Abstract & Process Table)
1. Abstract (Paper Abstract Version)
The regeneration of spent industrial VOCs catalysts (containing vanadium, chromium, cobalt or noble metals) mainly aims to remove carbon deposits/toxins, repair active components and reconstruct pore structures. It is mainly divided into four categories: physical regeneration, chemical regeneration, combined regeneration and resource recovery, which are selected according to the deactivation reasons. Physical regeneration (such as high-temperature calcination, ultrasonic cleaning) is suitable for reversible deactivation caused by carbon deposition and dust blockage, with low cost and simple operation. Chemical regeneration (such as acid/alkali washing, reduction, complexation) is targeted at deactivation caused by poisoning and valence state change of active components. Combined regeneration, as the mainstream industrial technology, integrates multiple processes to solve complex composite deactivation. For irreversibly deactivated catalysts, resource recovery is adopted to recover valuable metals (vanadium, chromium, cobalt, platinum, palladium, rhodium) to realize resource recycling. During the regeneration process, it is necessary to strictly control temperature, diagnose deactivation causes in advance, and comply with the management requirements of HW50 hazardous waste to ensure safe and standardized operation.
2. Process Comparison Table (English Version)
| Regeneration Type | Specific Methods | Principle | Applicable Deactivation Type | Key Notes |
|---|---|---|---|---|
| Physical Regeneration | High-temperature Calcination Regeneration | Calcinate at 500–700℃ (≤600℃ for noble metals) in air/oxygen to oxidize carbon deposits into CO₂ and H₂O, and decompose volatile organics. | Carbon deposition, pore blockage, organic adsorption (most common) | Control temperature to avoid carrier sintering and active component loss. |
| Ultrasonic/High-pressure Purging Regeneration | Physically strip dust, coke particles and sediments by ultrasonic cavitation or high-pressure gas (nitrogen/steam). | Dust blockage, slight carbon deposition (honeycomb monolithic catalysts) | Cannot remove chemical poisons (sulfur, chlorine, heavy metals). | |
| Solvent Extraction Regeneration | Dissolve adsorbed high-boiling VOCs and tar with ethanol, acetone, dichloromethane, etc. | Low-temperature deactivation dominated by organic adsorption | Avoid high-temperature damage to noble metals. | |
| Chemical Regeneration | Acid/Alkali Washing Regeneration | Acid washing: Dissolve sulfides, heavy metals and alkaline earth substances; Alkali washing: Remove silicides, phosphides and acidic poisons. | Sulfur/chlorine/alkali metal poisoning | Avoid improper concentration/time to prevent carrier corrosion and active component leaching. |
| Reduction Regeneration | Reduce high-valence active components (V/Cr/Co) and oxidized noble metals to active state with H₂/CO/N₂-H₂ at 300–500℃. | Deactivation caused by oxidation and valence state change of active components | Control reduction temperature and gas ratio. | |
| Complexation & Active Component Replenishment | Remove poisons with complexants; replenish lost components by impregnation with dilute precursor solution and calcination. | Moderate poisoning + active component loss | Match complexants and precursor solutions with catalyst types. | |
| Combined Regeneration | High-pressure purging → Solvent cleaning → Acid/alkali washing → Water washing & drying → Calcination → Reduction → Component replenishment | Integrate physical and chemical processes to comprehensively solve multiple deactivation problems. | Composite deactivation (carbon deposition + poisoning + component loss) | Optimize process parameters to extend catalyst service life by 1–3 years. |
| Resource Recovery Regeneration | Pyrometallurgy + Hydrometallurgy (leaching, extraction, precipitation) | Recover valuable metals (V/Cr/Co/Pt/Pd/Rh) from irreversibly deactivated catalysts. | Irreversible deactivation or after multiple regenerations | Ensure metal recovery rate (≥90% for V; ≥95% for noble metals). |
3. Key Compliance & Technical Notes
- Deactivation diagnosis: Test composition, crystal phase, specific surface area, pore volume and catalytic activity first before selecting regeneration methods.
- Temperature control: ≤600℃ for noble metal catalysts; ≤700℃ for transition metal catalysts to prevent sintering and component loss.
- Hazardous waste compliance: Regeneration is an HW50 hazardous waste operation, requiring qualified institutions, transfer documents and up-to-standard three-waste treatment.
- Regeneration limit: 2–3 times for noble metal catalysts; 3–5 times for transition metal catalysts. Metal recovery is recommended when activity <70%.